Qulity Control (การควบคุมคุณภาพว; QC) เป็นระบบที่ใช้เพื่อรักษาระดับคุณภาพของผลิตภัณฑ์และบริการ ให้เป็นไปตามรายละเอียดที่กำหนด การที่จะบรรลุถึงคุณภาพตามที่ได้นิยามไว้ข้างต้น จะต้องมีการควบคุมโดยการเทียบ กับมาตรฐานหรือรายละเอียด (Specification) ของผลิตภัณฑ์ที่ต้องการ ตั้งแต่การวางแผน การออกแบบของผลิตภัณฑ์ หรือบริการที่ต้องตรงตามรายละเอียดที่กำหนด การเลือกกระบวนการผลิตหรือการติดตั้งที่ตรงตามจุดประสงค์ในทุกๆรายละเอียดของผลิตภัณฑ์
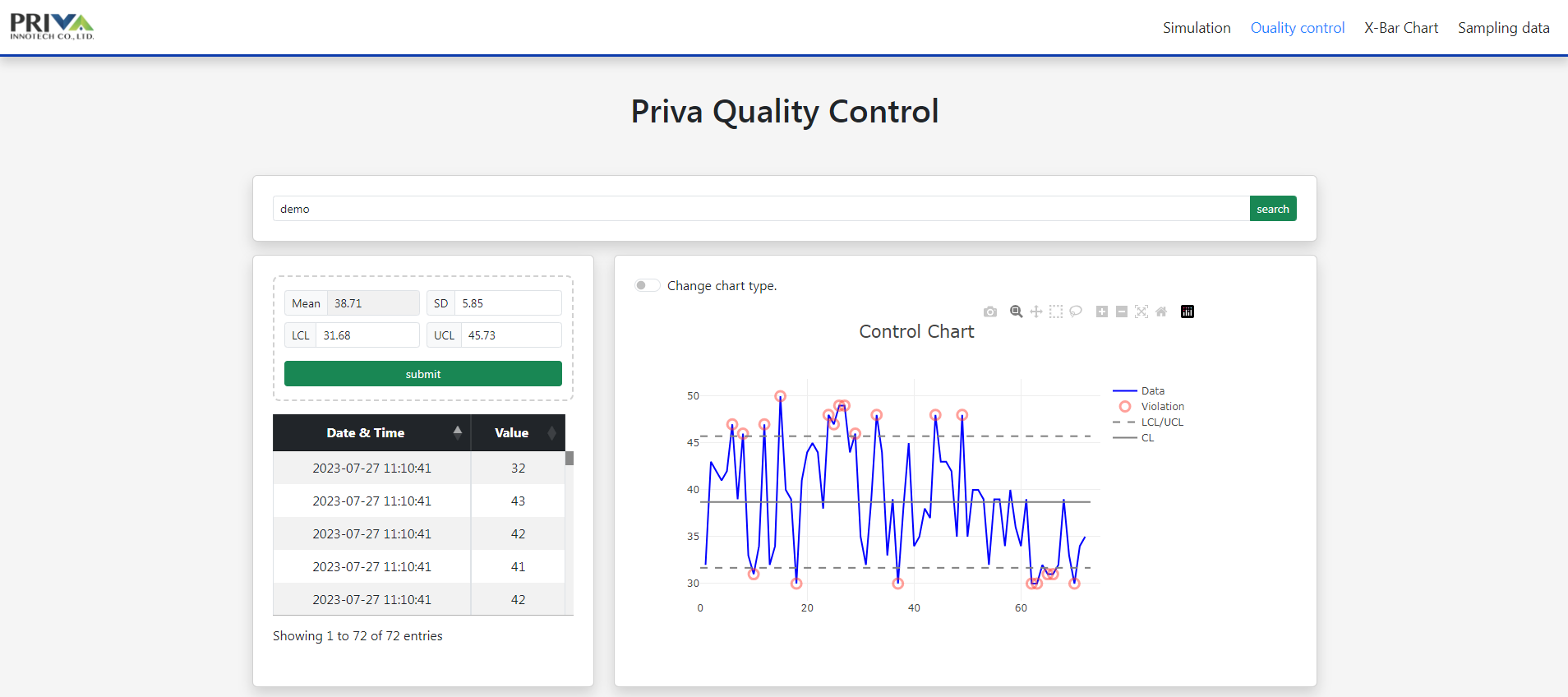
Control Chart (ชาร์ตควบคุม) คือเครื่องมือทางสถิติที่ใช้ในการวิเคราะห์และควบคุมกระบวนการผลิตหรือกระบวนการทางธุรกิจต่าง ๆ เพื่อให้เกิดการควบคุมคุณภาพ และตรวจสอบว่ากระบวนการเหล่านั้นมีการแปรผันอย่างมีประสิทธิภาพหรือไม่
Control Chart จะแสดงข้อมูลที่ได้จากกระบวนการ (เช่น การผลิตสินค้า) บนกราฟโดยแยกออกเป็นสองส่วนหลัก ๆ คือ
- Center Line (เส้นศูนย์กลาง; CL): เส้นแนวนอนที่แสดงค่าเฉลี่ยของข้อมูลในชุดข้อมูลที่นำมาวิเคราะห์ ส่วนมากจะถูกวาดเป็นเส้นตรงที่ผ่านทางค่าเฉลี่ย
- Upper Control Limit (UCL) และ Lower Control Limit (LCL): เส้นขอบบนและขอบล่างของเส้นศูนย์กลาง ใช้ในการกำหนดช่วงควบคุมที่เป็นไปได้สำหรับข้อมูล ถ้าข้อมูลอยู่นอกช่วงนี้ (นอกเหนือจาก UCL หรือ LCL) แสดงว่ากระบวนการมีการแปรผันที่ไม่ปกติและอาจต้องมีการแก้ไขหรือปรับปรุงกระบวนการนั้น
Control Chart สามารถใช้ในหลายประเภทของกระบวนการ ไม่ว่าจะเป็นการผลิตสินค้าในโรงงาน การให้บริการทางธุรกิจ เช่น การบริการลูกค้า หรือกระบวนการใดๆ ที่ต้องการควบคุมคุณภาพและติดตามผลผลิตอย่างต่อเนื่องและมีประสิทธิภาพ
แผนภูมิควบคุมค่าเฉลี่ยและแผนภูมิควบคุมพิสัย (X-Bar R Chart) จะใช้เมื่อต้องการวิเคราะห์ลักษณะ คุณภาพของผลิตภัณฑ์ในเชิงปริมาณหรือเชิงตัวเลข เช่น เส้นผ่านศูนย์กลางของแหวนลูกสูบสำหรับเครื่องยนต์ ความต้านทานของขดลวดเหนี่ยวนำ ความหนาของการชุบเคลือบสายรัดโลหะด้วยสังกะสี น้ำหนักลูกโบว์ลิ่ง เป็นต้น จำนวน ตัวอย่างหรือข้อมูลภายในกลุ่มตัวอย่างที่จะเก็บ ต้องพิจารณาจากต้นทุนการสุ่มตัวอย่าง และต้นทุนการตรวจสอบ จำนวน ตัวอย่างขนาด 2 ถึง 6 จะเหมาะสำหรับการตรวจสอบความแตกต่างระหว่างกลุ่มตัวอย่าง กับค่าเฉลี่ยกระบวนการในระดับ 2S.D. (S.D. คือค่าส่วนเบี่ยงแบนมาตรฐาน) ขึ้นไป แต่หากต้องการตรวจสอบในรหัสน้อยกว่า 2S.D. ควรถึงกำหนดช่วงตัวอย่างประมาณ 10 ถึง 25 ตัวอย่าง
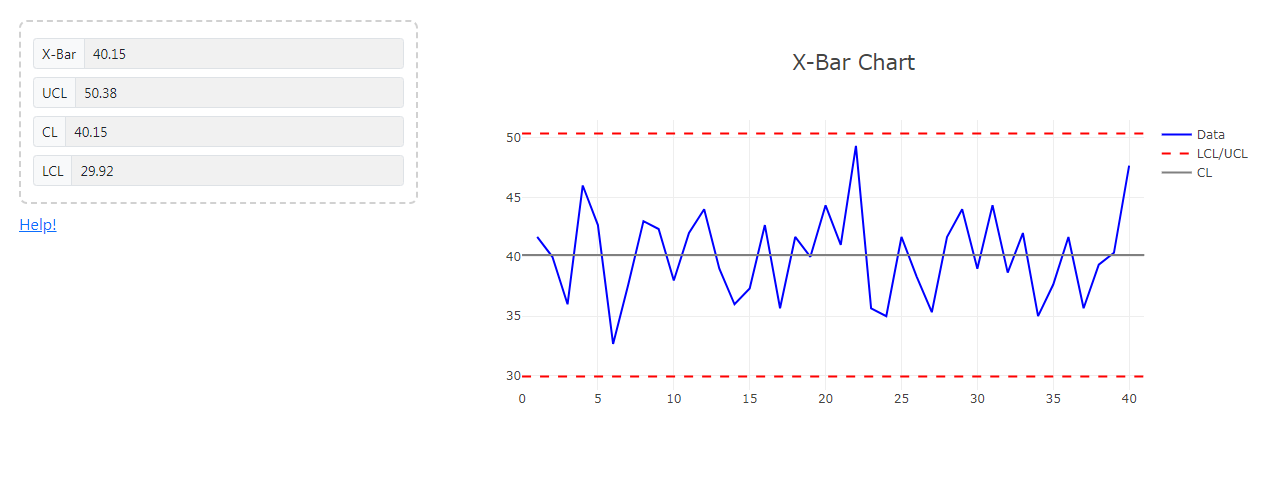
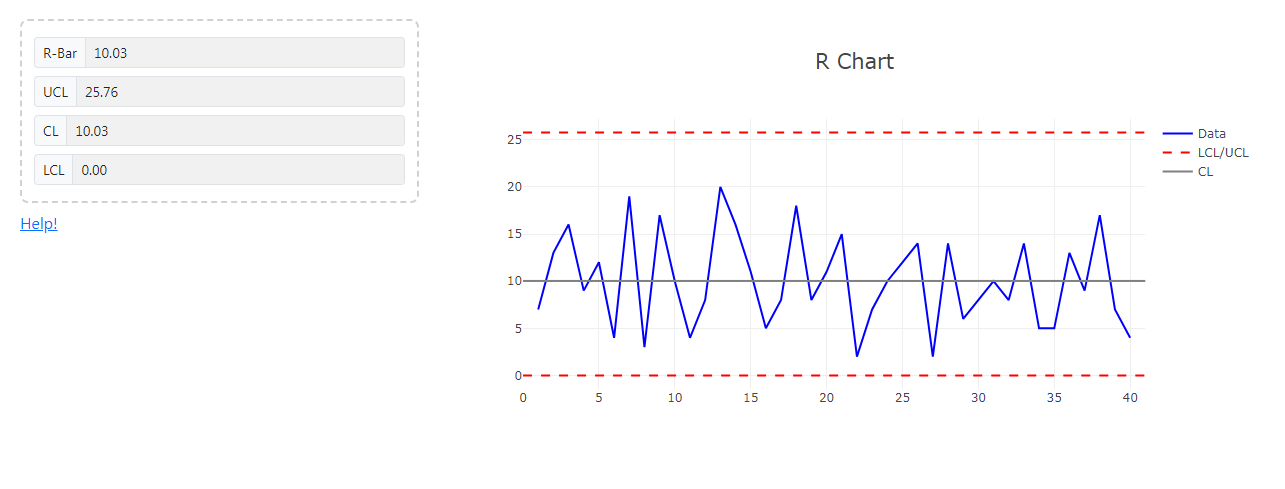
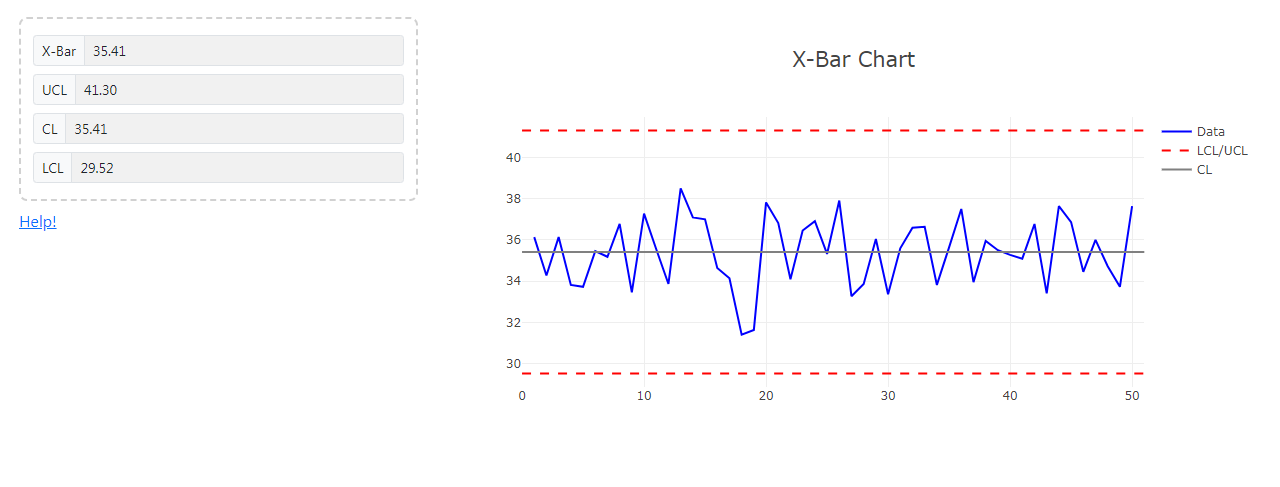
แผนภูมิควบคุม X-Bar และ R จะใช้ควบคู่กันไปในการควบคุมกระบวนการผลิต โดยที่แผนภูมิควบคุมค่าเฉลี่ย (X-Bar Chart) จะใช้สำหรับควบคุมหรือตรวจสอบระดับคุณภาพโดยเฉลี่ยของกระบวนการผลิต ดังนั้นกลุ่มตัวอย่างควรสุ่มในช่วงเวลาซึ่งจะทำให้เกิดโอกาสที่ค่าเฉลี่ยของกลุ่มตัวอย่างเกิดความแตกต่างจาก ค่าเฉลี่ยของกระบวนการ หรือเกิดความแตกต่างจากค่าเฉลี่ยของกลุ่มตัวอย่างข้างเคียงมากที่สุด กล่าวคือแผนภูมิควบคุมค่าเฉลี่ย (X-Bar Chart) จะใช้ตรวจสอบความผันแปรระหว่างกลุ่มตัวอย่าง และแผนภูมิควบคุมพิสัย (R Chart) จะใช้สำหรับควบคุมหรือตรวจสอบ ความผันแปรภายในแต่ละกลุ่มตัวอย่าง
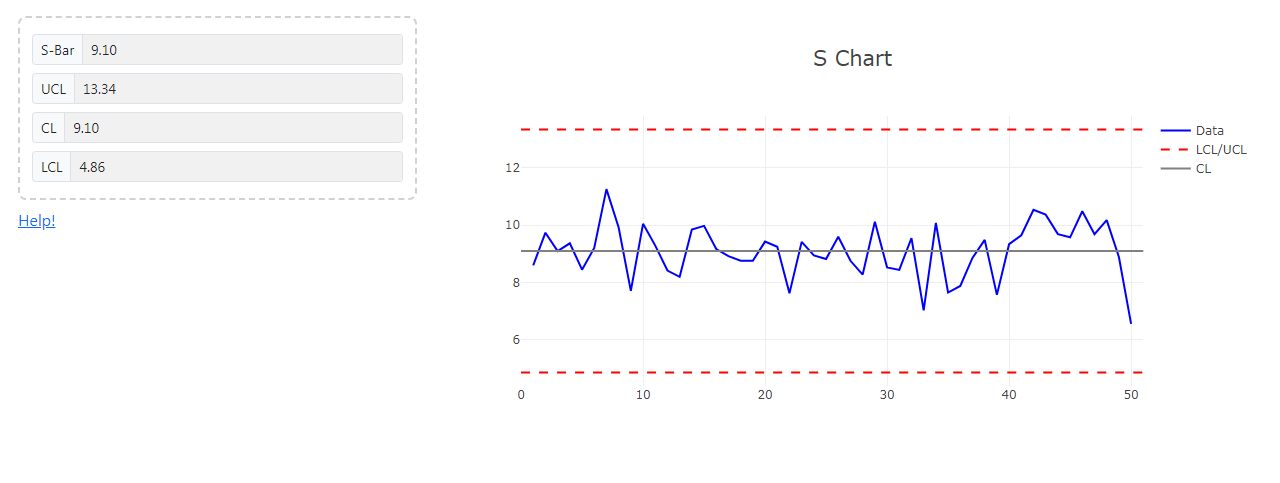
แผนภูมิควบคุมค่าเฉลี่ยและแผนภูมิควบคุมค่าความเบี่ยงเบนมาตรฐาน (X-bar S Chart) โดยใช้ S ประมาณ S.D. โดยตรง แทนที่จะใช้ R ในการประมาณ S.D. แผนภูมิประเภทนี้ใช้ดีกว่า X-Bar R Chart เมื่อค่าขนาดตัวอย่างสุ่ม (n) มีค่ามาก (n > 10 หรือ 12) หรือมีค่าไม่คงที่ เพราะเป็นการวิเคราะห์ข้อมูลทุกตัว ขณะที่แผนภูมิควบคุม R วิเคราะห์ข้อมูลเพียง 2 ค่าจากจำนวนตัวอย่างสุ่มเท่านั้น จึงง่ายต่อการสร้างและการใช้งาน แต่ประสิทธิภาพจะลดลง เมื่อขนาดตัวอย่างใหญ่ กล่าวคือ X-bar S Chart ต้องคำนวณมากกว่า X-Bar R Chart
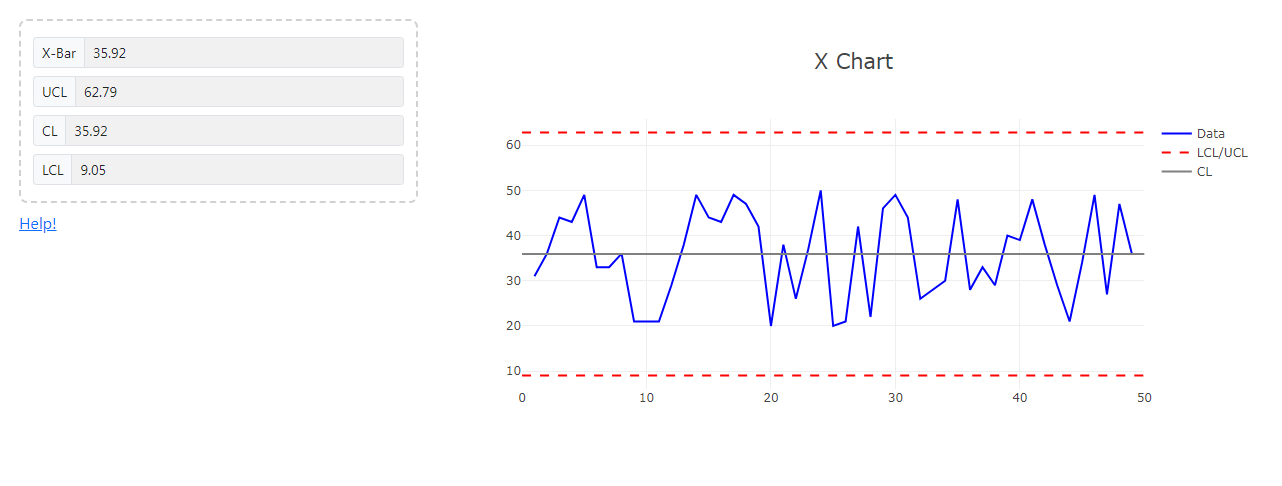
แผนภูมิควบคุมสำหรับตัวอย่างเชิงเดียวและแผนภูมิควบคุมค่าพิสัยเคลื่อนไหว (X-MR Chart) ใช้เมื่อสามารถจัดเก็บข้อมูลได้ครั้งละ 1 ค่า เท่านั้น ดังนั้นจึงไม่สามารถคำนวณความแปรผันในกลุ่มตัวอย่าง เนื่องจากกระบวนการผลิตมีอัตราการผลิตช้ามาก หรือ ปริมาณที่ต้องการศึกษาแปรเปลี่ยนตลอดเวลา
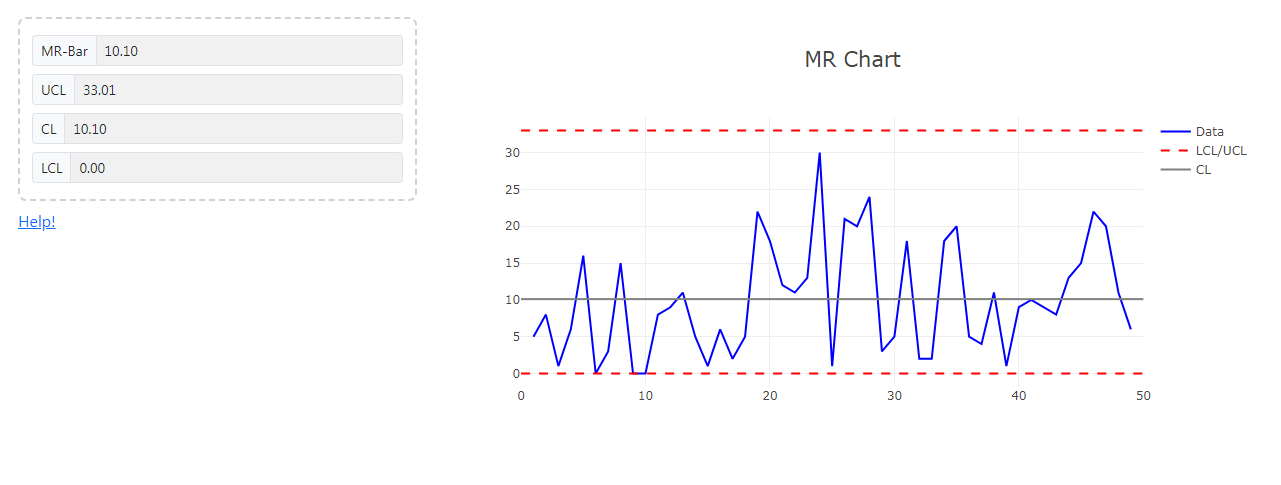
X-MR Chart ประกอบด้วย 2 กราฟหลัก
- X-Bar Chart (X-bar Chart): กราฟนี้แสดงค่าเฉลี่ยของชุดข้อมูล ในแต่ละกลุ่มหรือรอบของการตรวจวัดหรือการวัด ซึ่งช่วยในการเฝ้าดูแลและตรวจสอบว่ากระบวนการมีความเสถียรหรือไม่ โดยเทียบกับเส้นศูนย์กลางและเส้นควบคุมบนและล่าง (UCL และ LCL) ที่กำหนดขึ้นมา หากข้อมูลของ X-Bar อยู่นอกเหนือจากช่วงควบคุม อาจแสดงว่ามีการแปรผันในกระบวนการที่ควรต้องรับรู้และแก้ไข
- Moving Range Chart (MR Chart): กราฟนี้แสดงค่าความแปรผันระหว่างค่าข้อมูลติดต่อกันในแต่ละกลุ่ม หรือค่าความแปรผันระหว่าง X-Bar ของกลุ่มที่ติดกัน การวัดความแปรผันเป็นวิธีที่ช่วยให้เราเห็นระยะห่างระหว่างข้อมูลในชุดข้อมูลแต่ละกลุ่ม และจะช่วยเป็นแบบจำลองเพื่อการควบคุมเพิ่มเติม